







|
主要加工工藝 |
原材料進廠→切割成坯料→壓扁至尺寸要求→加熱起凸開孔→熱擠成型→熱處理→機加工坡口→表面處理→成品檢驗→标識保護→入庫存放 (注:對不鏽鋼三通坡口加工後有一酸洗鈍化工序) |
|
規格型号 |
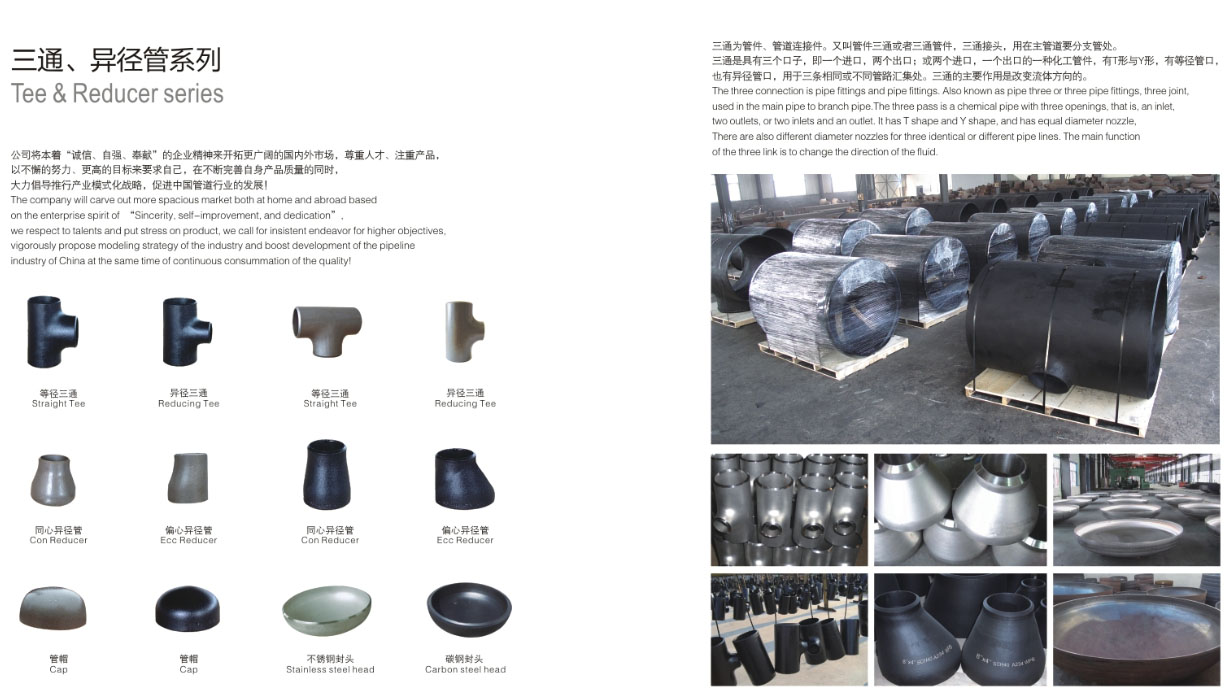
DN10-DN3000 等徑三通、異徑三通、Y型三通等其他按客戶标準要求訂做生産 |
| 材質 | 碳鋼、合金鋼、不鏽鋼、鋁等其他按客戶标準要求訂做生産 |
|
标準 |
國标、美标、德标、日标等其他按客戶标準要求訂做生産 |
| 壁厚 | SCH5-STD-SCHXXS 等其他按客戶标準要求訂做生産 |
| 顔色 |
黑色、黃色、藍色、紅色等其他按客戶标準要求訂做生産 |
| 表面塗層 | 防鏽油; 黑色; 鍍鋅; 聚乙烯塗層; 環氧塗料等其他按客戶标準要求訂做生産 |
| 标記 | 鋼印、噴塗等其他按客戶标準要求訂做生産 |
| 證書 | ISO9001-2015 歐盟CE 等 |
| 品牌 | 鑫中燃 TSZHONGRAN |
| 最低起購量 | 1件 |
| 付款條件 | 電彙、承兌、網銀彙款、現金等 |
|
主要設備及安裝 |
1:2500T液壓機1台(主要用于壓扁及熱壓成型) 2:500T液壓機1台(主要用于壓扁及熱壓成型) 3:315T液壓機1台(主要用于壓扁及熱壓成型) 4:燃煤中加熱爐2台:有效加熱面積7.5 m2及2.3 m2 5:燃油加熱爐1台:有效加熱面積6.4m2 6:管材下料機1台(自制) 7:機加工設備:車床(620-1)二台 立車:C5225一台 普通車床C630二台 立式鑽床一台 T6112一台 8:熱處理設備:台車式燃油熱處理爐1台,有效加熱面積8m2 台車式箱式電阻爐RT9-80*1500*60一台,最高爐溫1200℃ 9:噴砂機2台:主要用于管件表面除鏽 10:空壓器:用于熱處理空冷 11:液體冷卻池:用于管件冷卻(加工及熱處理) 不鏽鋼固溶處理 12:機加工夾具:40套 13:焊接設備:14台套(起加工輔助作用) 14:各種成型模具:120套,用于壓擠成型保證 |
|
一、原材料的驗收 1、原材料應符合相關标準和技術規範書的要求。 2、原材料表面應無油污,過多的鏽腐蝕物和明顯的凹痕缺陷,低熔點金屬污染等。 3、查驗原材料的質證書、爐号、批号、規格,生産廠家及執行标準。 4、原材料用鋼絲刷進行機械除鏽,使之滿足無損檢測的要求。 5、原材料進行尺寸檢測(長度、寬度、厚度及鋼闆的不平度)。 6、進廠後的鋼闆和鋼管,應進行超聲波複檢,Ⅰ級爲合格。 7、理化檢測,對進廠的鋼闆按爐批号、規格進行化學元素分析、力學性能、硬度測試,試驗結果應符合原材料标準要求。 8、複檢後按廠規進行編号登記入冊 二、制造過程 (1)熱壓成型 1.選材下料,按照三通的規格,選擇适當的鋼闆(卷制成管坯,進行機械坡口和修正)或鋼管,用半自動氧炔焰或等離子切割。并将原材料的爐、批号及管件規格、工程名稱、編号标識清楚。 2.三通壓制成型 ①操作人員應學習相關工藝文件并熟悉設備的操作方法及工藝過程,并準備好在工作過程中需要的各類器具。 ②裝爐加熱:将三通坯料裝入天然氣熱處理爐中,底部用墊鐵将坯料與爐車隔離且保證三通間距≥200mm,400℃以上升溫速度≤200℃/h。 ③将三通坯料加熱保溫,确保三通燒透後出爐壓扁(保證焊縫在三通中央),使壓制後短軸長不大于三通外徑(模具内徑)。 ④繼續裝爐加熱并進行保溫,後出爐将三通管坯部分(焊縫在底部)淬火後,迅速将管坯放入模具中鼓包,在壓力的作用下,未冷卻部分沿胎具内腔流動形成支管。 ⑤重複過程④,直至支管滿足要求。 ⑥開孔:以三通底爲基準,向支管處量取一定距離,以主管肩部爲基準向支管處量取一定距離,畫點連線用割槍開孔。 ⑦将三通坯料繼續加熱并進行保溫後,将主管部分淬水後迅速将三通放入模具中,将拉模放入支管中用壓力機将其壓下,(在壓制中拉模應垂直壓下,保證支管不得壓偏)直至支管滿足要求。 ⑧去端:以支管中心爲基準,向主管管端量取一定距離;以三通底爲基準,向支管量取一定距離,将多餘部分用割槍去除。 ⑨整形:将三通再次加熱,用壓力機将三通主、支管校圓。 6.熱處理:按照熱處理工藝,将三通入爐熱處理。 7.表面處理:熱處理後的管件用噴沙機或磨光機将表面氧化皮去除。 8.表面處理完後對三通焊縫進行100%的射線檢測,Ⅱ級合格,對管件本體進行100%磁粉或滲透檢測,結果應滿足NB/T47013.4-2015或NB/T47013.5-2015 I級要求。 9.力學性能檢測:根據相關标準,對三通進行力學性能試驗,确保三通的力學性能達标,檢測項目及取樣方位應符合相關标準或技術規範書的要求。 10.端部加工:按設計确認圖紙進行機械端面加工坡口。距管端50mm範圍内,内外焊縫餘高用角磨機磨削。 11.外觀檢測 ①三通不得有裂紋、過燒、過熱等現象存在,表面應無硬點。 ②三通支管根部不允許有明顯褶皺。 ③三通管體上的任何缺陷不允許焊接修補。 12.尺寸檢測 由公司相關檢測人員,根據圖紙及管件的相關标準要求進行尺寸檢測,并滿足其公差要求。 13.表面處理:三通内外表面應光滑,無有損強度及外觀缺陷,如結疤、劃痕、重皮等,發現缺陷後應修磨處理,修磨處的減薄量不小于原壁厚的93.5%,修磨處應圓滑并用着色劑或磁粉探傷确認缺陷清除爲止。 14.酸洗鈍化處理 對不鏽鋼管件還應進行酸洗鈍化處理。 15.标識 用模闆噴刷或低應力印模進行标記,在外壁按順序清楚的标明标準要求的内容。 16.三通的堆放及運輸 三通在運輸過程中運輸過程中不能與車廂的任何部分接觸,避免磕碰。 |
産品售後服務承諾書
爲創造名牌,提高企業知名度,樹立企業形象,我們本着“一切追求高質量,用戶滿意爲宗旨”的精神,以“優惠的價格、周到的服務、可靠的産品質量”的原則向您鄭重承諾:
一、産品質量承諾:
1、産品的制造和檢測均有質量記錄和檢測資料。
2、對産品性能的檢測,我們誠請用戶親臨對産品進行全過程、全性能檢查,待産品被确認合格後再裝箱發貨。
二、産品價格承諾:
1、爲了保證産品的高可靠性和先進性,系統的選材均選用國内或國際優質名牌産品。
2、在同等競争條件下,我公司在不以降低産品技術性能、更改産品部件爲代價的基礎上,真誠以優惠的價格提供給貴方。
三、交貨期承諾:
1、産品交貨期:盡量按用戶要求,若有特殊要求,需提前完工的,我公司可特别組織生産、安裝,力争滿足用戶需求。
2、産品交貨時,我公司可向用戶提供下列文件;
2.1原材料檢驗報告(含質保書複印件)
2.2理化性能試驗報告
2.3無損檢測報告(MT、UT)
2.4外形尺寸(包括壁厚)的檢測報告
2.5熱處理報告
2.6産品質量合格證書
2.7業主要求的其它資料
四、售後服務承諾:
1、售前服務
爲業主提供産品的樣本等資料,随時解答業主提出的問題,依據産品特點和設計要求爲業主提供優化的産品方案;保持與本工程設計人員緊密聯系,保持與使用單位的長期合作與溝通,提供全方位技術咨詢服務。
2、售中服務
1)保證産品在産品購銷合同簽訂後及時供貨,單據及時安全到達業主手中,産品運抵業主指定地點後,由業主及我廠有關人員共同對産品進行驗貨,若發現産品短缺和質量問題,我公司保證及時處理。
2)在産品使用階段,我公司随時提供技術咨詢服務。
3)積極配合使用部門、安裝單位進行産品驗收。
3、售後服務
1)我公司将按照招标文件要求保證産品質量。
2)質保期爲從由雙方代表簽署驗收合格證書後起12個月。在質保期内因産品質量、人員操作等原因(不可抗拒原因除外)而導緻我公司所提供的産品損壞,我公司将免費予以維修、更換。并終身免費對業主的使用單位人員進行培訓。
3)質保期外當産品出現問題時,我公司将按維修、更換産品的成本價格收取費用。
4)對用戶在實際使用中遇到的有關産品問題,我公司将随時給予答複。
5)當産品出現問題時,我公司技術人員将在接到通知後1個小時内做出反映,并在24個小時之内到達現場。
相關産品
-
三通系列:
Y型三通|T型三通|異型三通|三通加工生産廠家
-
異徑管系列:
國标厚壁高壓焊接碳鋼同心偏心變徑鋼制無縫沖壓大小頭異徑管接頭
問答環節
-
産品資料:
三通管,顧名思義,就是有三個通口的管接頭。三通管主要用于液體或氣體的輸送
河北中燃管道有限公司:http://www.zrpiping.com
- 聯系電話- 0317-6689999 6165555
- 業務郵箱- 9905791@qq.com
- 公司地址- 河北省滄州市鹽山縣城南工業開發區(中原管道南廠)
- 聯系手機-15530461111(微信同步)-孟經理
- 聯系電話- 0317-6689999 6165555
- 業務郵箱- 9905791@qq.com
- 公司地址- 河北省滄州市鹽山縣城南工業開發區(中原管道南廠)
- 聯系手機-15530461111(微信同步)-孟經理
版權所有:河北中燃管道有限公司 京ICP證000000号
 熱線:0317-6165555
熱線:0317-6165555 9905791@qq.com
9905791@qq.com

